
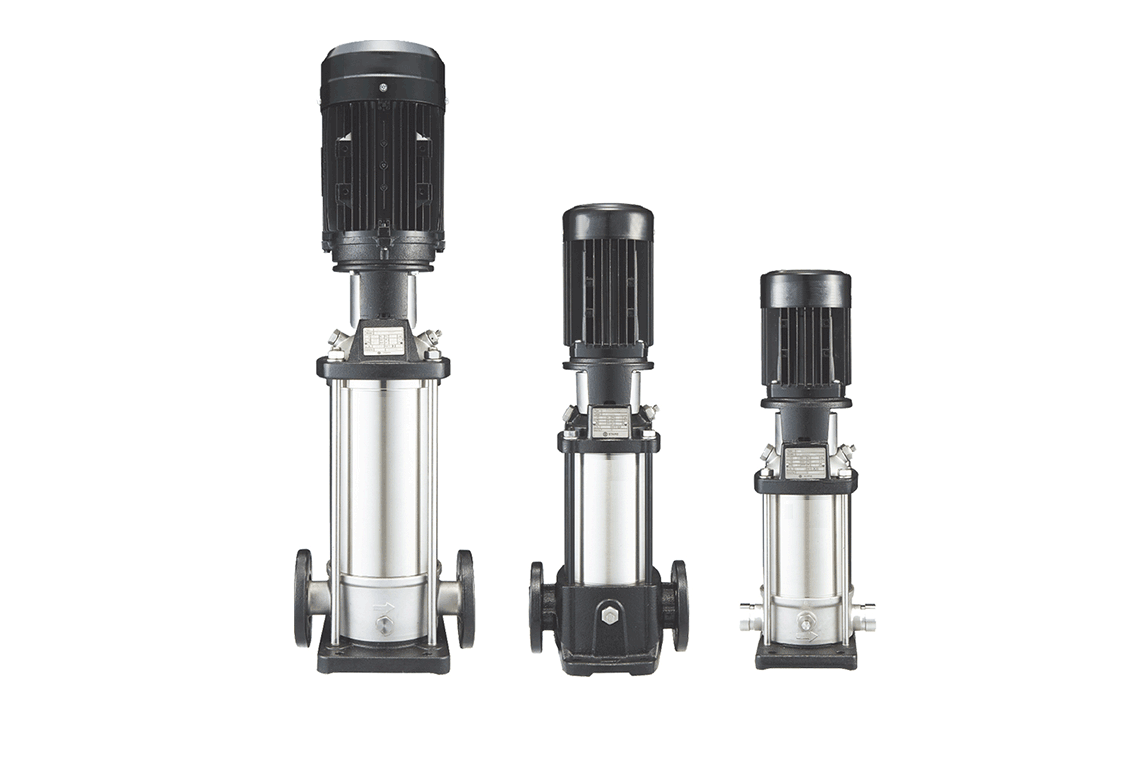
Vertical Multistage Centrifugal Pumps (also known as Vertical Multistage Centrifugal Pump) are efficient and versatile pumping equipment widely used in various fields to meet the demands of high-pressure liquid transport.
Typically designed in a vertical configuration, these pumps consist of multiple stages of centrifugal pump impellers, with each stage increasing the fluid pressure.
The working principle of vertical multistage centrifugal pumps is based on the centrifugal force, where high-speed rotating impellers draw in liquid from a low-pressure area and push it to a high-pressure area, achieving efficient liquid transport.
Performance Indicators of Vertical Multistage Centrifugal Pumps:
1.Flow Rate: The volume of fluid pumped per unit time, usually measured in cubic meters per hour (m³/h) or gallons per minute (GPM).
2.Head: The pressure height that the pump can provide, indicating the rise of liquid from the inlet to the outlet, typically measured in meters (m) or feet (ft).
3.Efficiency: The ability of the pump to convert input power into fluid energy under given flow rate and head conditions, usually expressed as a percentage.
4.Power Input: The power output by the motor driving the pump, typically measured in kilowatts (kW) or horsepower (HP).
5.Inlet Diameter and Outlet Diameter: The sizes of the pump’s inlet and outlet, indicating the diameter of the connecting pipes, usually measured in millimeters (mm) or inches (inch).
6.Maximum Working Pressure: The maximum pressure the pump can withstand, usually measured in bars (Bar) or pounds per square inch (PSI).
7.Maximum Operating Temperature: The highest temperature the pump can endure, usually measured in degrees Celsius (℃) or Fahrenheit (°F).
8.Materials: The primary construction materials of the pump, such as stainless steel, cast iron, etc.
Features of Vertical Multistage Centrifugal Pumps:
1.High Efficiency: Vertical multistage centrifugal pumps, with their multistage design, efficiently transport large volumes of liquid at lower power consumption. This structural design makes them highly favored in industrial and commercial applications, especially in situations requiring prolonged continuous operation. High efficiency not only saves energy but also reduces operational costs.
2.Stainless Steel Construction: Stainless steel is a common material for vertical multistage centrifugal pumps, known for its corrosion resistance and strong pressure resistance. This makes it suitable for handling various liquids, including corrosive fluids. Such characteristics ensure stability and durability in different applications, such as chemical processing and potable water treatment.
3.Suitable for Various Liquids: The design of vertical multistage centrifugal pumps allows them to handle different types of liquids, including clean water, sewage, and chemical fluids. This versatility makes them widely applicable across various industries, meeting diverse needs.
4.Convenient Installation and Maintenance: Due to their vertical design, these pumps are convenient to install and maintain. Compared to horizontal pumps, they occupy less space and are easier to operate during inspection and maintenance. This is particularly crucial in industrial environments, saving on labor and time costs.
The main components of a vertical multistage centrifugal pump include:
1.Pump Body (Pump Casing): It is used to enclose and support other components, usually made of metal to withstand high pressure.
2.Centrifugal Pump Stage: Each pump stage consists of a centrifugal pump impeller, a fixed guide vane, and a pump casing, responsible for generating fluid flow and increasing fluid pressure.
3.Shaft: Connects the centrifugal pump impeller to the motor or other drive components.
4.Sealing Device: Used to prevent fluid leakage and maintain pump efficiency.
5.Bearing: Provides support to allow the shaft to rotate.
6.Packing or Mechanical Seal: Used to prevent pump leaks, especially when handling hazardous or expensive liquids.
The advantages of vertical multistage centrifugal pumps include:
1.High Pressure: Vertical multistage centrifugal pumps can provide higher pressure, making them suitable for long-distance liquid transport and supplying water to high-rise buildings.
2.Space-saving: Their vertical design allows these pumps to save space compared to horizontally designed pumps, making them suitable for installations with limited space.
3.Stable Operation: The multistage design ensures a more stable fluid pressure and flow, crucial for certain industrial applications.
4.Strong Adaptability: Vertical multistage centrifugal pumps are adaptable to various liquids, including clean water, sewage, chemicals, and petroleum products.
5.Ease of Maintenance: Due to their relatively simple design, maintenance is straightforward, and parts are readily available.
6.High Efficiency: These pumps typically have high efficiency, accomplishing tasks with less energy consumption. In today’s pursuit of efficiency and reliability, these pumps are undoubtedly the preferred choice for many businesses.
50Hz:
Maximum Flow Rate: 90 m³/h
Maximum Head: 325 m
Liquid Temperature: -15°C to 120°C
60Hz:
Maximum Flow Rate: 108 m³/h
Maximum Head: 270 m
Liquid Temperature: -15°C to 120°C
































